
Reatores Catalíticos para Indústria Química
Os reatores catalíticos são dispositivos essenciais na indústria química e em processos de produção. Conheça mais sobre esses instrumentos!
Os reatores catalíticos operam em temperaturas elevadas e combinam as etapas de reação e separação em uma única unidade de operação. Eles representam uma alternativa conveniente para solucionar problemas em várias reações industriais. Neste artigo iremos compreender quais são as vantagens dos reatores catalíticos para a Indústria Química.
Reatores Catalíticos – Como esses instrumentos funcionam?
Em primeiro lugar, utilizam-se os reatores catalíticos são dispositivos em processos químicos para acelerar reações químicas. Aumentando a taxa de conversão dos reagentes em produtos desejados. Nesse sentido, chamam-se de “catalíticos” porque empregam substâncias chamadas catalisadores para promover as reações químicas.
Bem como, os catalisadores são substâncias que aumentam a velocidade de uma reação química sem serem consumidos na reação. Eles fornecem um caminho de reação alternativo que proporciona um gasto de energia de ativação menor. Assim, permitem que as moléculas reagentes se transformem em produtos de maneira mais rápida.
Desse modo, nos reatores catalíticos, os reagentes entram em contato com o catalisador dentro de um ambiente controlado, onde a reação química ocorre. Isso pode ser feito em fase líquida, gasosa ou sólida, dependendo da natureza dos reagentes e dos produtos desejados. Por fim, esses reatores são especialmente úteis quando a conversão de reagentes é limitada por equilíbrio termodinâmico, baixa seletividade ou cinética lenta da reação principal.
Como os Reatores Catalíticos aplicam-se à Indústria Química?
Em suma, os reatores catalíticos são úteis em várias indústrias, como a indústria química, petroquímica e de refino de petróleo. Eles são capazes de produzir uma ampla gama de produtos químicos, combustíveis e materiais.
Confira as principais vantagens desses instrumentos para a indústria química:
- Aumento da velocidade de reação: Os catalisadores permitem que as reações químicas ocorram em uma taxa mais rápida. Aumentando a eficiência do processo e reduzindo o tempo necessário para a produção em grande escala.
- Melhoria na seletividade: Os catalisadores direcionam as reações químicas para a formação de produtos desejados, aumentando a seletividade do processo e reduzindo a formação de subprodutos indesejados.
- Redução das temperaturas de reação: Os catalisadores podem diminuir a temperatura necessária para que ocorram as reações químicas. Resultando em economia de energia e redução dos custos de operação.
- Possibilidade de reutilização: ´É possivel regenerar e reutilizar muitos catalisadores várias vezes. Isso reduz os custos associados à sua substituição e descarte.
- Controle de poluentes: Em processos industriais, usam-se os reatores catalíticos para reduzir a formação de subprodutos indesejados e para converter poluentes em produtos menos nocivos.
- Flexibilidade de operação: Projetam-se os reatores catalíticos para operar em condições específicas de pressão, temperatura e composição do reagente. Oferecendo flexibilidade no design do processo e na adaptação a diferentes tipos de matérias-primas.
Portanto, essas vantagens fazem dos reatores catalíticos uma escolha amplamente utilizada na indústria química para uma variedade de aplicações, desde a produção de produtos químicos básicos até a fabricação de produtos de alto valor agregado.
Conheça nossos Reatores Catalíticos!
Nossos reatores catalíticos de leito compactado são versáteis para diversas indústrias, com capacidade de até 100 litros, ampliando a eficiência em uma ampla gama de reações. Tecnologia de automação avançada para controle preciso e seguro do processo.
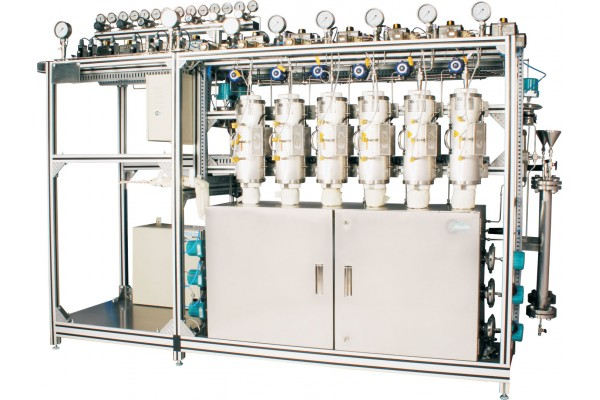
Além disso, fornecem-se esses reatores de leito compactado em várias configurações. Podem ser equipados com um único grande leito de catalisador, múltiplos leitos horizontais de catalisador, reatores de leito compactado em configuração paralela, reatores de leito compactado em configuração em série, modo de operação ascendente, modo de operação descendente, contracorrente de gás e líquido (como em reatores de leito de gotejamento).
Em suma, utilizam-se amplamente os nossos reatores tubulares compactos em indústrias químicas e associadas. Como indústrias petrolíferas, petroquímicas, de óleo e gás, minerais e de carvão, farmacêuticas, de produtos químicos finos e especiais e bioquímicos.
Eles permitem otimizar a eficiência das reações, melhoram a seletividade e reduzem custos operacionais. No site da Tennessine você pode conferir todos os nossos reatores com tecnologia AmAr Equipment de fabricação.